

名称:钢板预处理线
详细信息
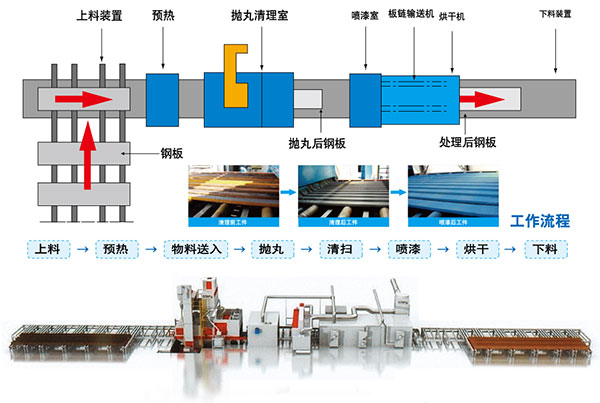
结构
该设备主要由输入辊道、预热室、抛丸清理室、过渡辊道、喷漆室、烘干室、输出辊
道、除尘系统及电气控制系统等组成。
工作原理
本设备为高效率连续作业钢材预处理生产线。钢材通过辊道经预热后送进抛丸清理室,
多台不同坐标方位的高效抛丸器利用弹丸对其进行强力密集的打击与摩擦,使其表面
上的氧化皮、锈斑及污物迅速脱落,钢材表面得到清理和强化。在抛丸过程中,撒落
下来的丸尘混合物经室体漏斗及纵横向螺旋输送机汇集于提升机下部,再提升到机器
上部的分离器进行丸尘分离,分离后的弹丸落入分离器料斗中,经输丸管道送至各抛
丸器循环使用。工作中产生的尘埃由抽风管送入除尘系统,经净化后的洁净空气排放
到大气中,颗粒状尘埃被除尘器捕捉收集。
经抛丸后的钢材被送入清扫室,清丸滚刷将其表面的残留弹丸清扫干净,再采用高压
风机全方位尾吹,工件表面被清理得干干净净,具备喷漆的洁净标准。经清理后的工
件被送入喷漆室,喷漆室内设置上下两台喷漆机对工件进行喷漆,喷漆过程中可通过
调整辊道运行速度、喷嘴大小和选择工作方式来调整控制漆膜厚度。表面喷漆后的钢
材被送入烘干室进行烘干处理。烘干室采用燃烧加热或电加热两种方式。工件经烘干
室烘干后进入出料端输送辊道,最终完成钢材的预处理工作。

技术参数
参数/型号 Q6910 Q6920 Q6925 清理尺寸mm
12000(长)x2000(宽)
厚:6-60(钢板)
型钢高度:500
12000(长)x2000(宽)
厚:6-60(钢板)
型钢高度:40012000(长)x2500(宽)
厚:6-25(钢板)
型钢高度:400辊道运行速度m/min 1-5(变频调速) 1-5(变频调速) 1-5(变频调速) 进料辊道长度mm 12000 12000 12000 有效工作宽度mm 1300 2300 2500 摆线减速机功率kw 4(进出料) 4x2台(进出料) 5.5x2台(进出料) 出料辊道长度mm 12000 12000 12000 升降电机功率kw 1.5 1.5 2.2 滚扫功率kw 1.5 3 3 滚扫直径mm Φ500 Φ900 Φ900 高压反吹风机功率kw 7.5 15 18.5 除尘风机功率kw 15 18.5 22 抛丸器功率kw 11x1(台) 15x6(台) 18.5x6(台) 抛丸量kg/min 250x4 270×6 290×6 提升机功率kw 5.5 7.5 7.5 提升量t/h 60 90 140 分离器功率kw 3 4 5.5 分离量t/n 60 90 144 纵向螺旋功率kw 4 5.5 7.5 总功率kw 86左右 153左右 189左右 外形尺寸mm 31000×8200×8900
(地面向下2200)
参数/型号 Q6930 Q6940 Q6950 清理尺寸mm
12000(长)x3000(宽)
厚:6-60(钢板)
型钢高度:40012000(长)x4000(宽)
厚:6-60(钢板)
型钢高度:40012000(长)x5000(宽)
厚:6-60(钢板)
型钢高度:400辊道运行速度m/min 1-5(变频调速) 1-5(变频调速) 1-5(变频调速) 进料辊道长度mm 12000 12000 12000 有效工作宽度mm 3300 4300 5300 摆线减速机功率kw 5.5×2台(进出料) 5.5x3台(进出料) 5.5x3台(进出料) 出料辊道长度mm 12000 12000 12000 升降电机功率kw 3 3 4 滚扫功率kw 3 3 4 滚扫直径mm Φ900 Φ900 Φ900 高压反吹风机功率kw 22x8(台) 18.5+15 18.5 除尘风机功率kw 37 45 55 抛丸器功率kw 11x1(台) 22x10(台) 30x10(台) 抛丸量kg/min 340x8 340x10 400x10 提升机功率kw 7.5 11 11 提升量t/h 180 225 260 分离器功率kw 5.5 7.5 11 分离量t/n 120 170 170 纵向螺旋功率kw 7.5 11 15 总功率kw 280左右 350左右 454左右 外形尺寸mm
(地面向下2600)33000×9200×9500
(地面向下2900)
33000×9800×9900
(地面向下2900)
- 全国咨询热线
- 158-6368-0333
Copyright © 2022 潍坊荣亨机械有限公司 版权所有 鲁ICP备17014212号-2
电话:0536-3792226 邮箱:15863680333@163.com
地址:山东省临朐城关街道西朱封工业园
